Introduction to CNC Machining and the Importance of High-Quality Titanium in Manufacturing
Custom CNC (Computer Numerical Control) machining is a vital technology employed in contemporary manufacturing sectors that facilities precision-controlled operations on an array of materials. CNC machines enable manufacturers to automate tools guaranteeing consistently high quality, efficiency, and productivity. One significant material often shaped using this technology is titanium. As an incredibly durable metal with resistance to heat and corrosion, high-quality titanium offers unmatched benefits for industries ranging from aerospace to medical.
- The ability to withstand extreme conditions makes titanium ideal for aircraft and spacecraft components.
- Its non-reactive nature underpins its use in the manufacture of surgical instruments and implants.
- Titanium’s superb strength-weight ratio also favors its application in automotive design.
In sum, the relevance of CNC machining lies not just in automating technical processes but also enabling utilization of superior materials like titanium optimally.
Understanding Custom CNC Machining
In simplest terms, custom Computer Numerical Control (CNC) machining is a manufacturing process that uses computers to control machine tools and produce custom-designed components. This innovative technology simplifies complex processes involved in manual machining, providing precise, efficient, and high quality solutions.
The array of products resulting from custom CNC machining is extensive. For instance:
- Aerospace parts: Complex geometric shapes for aircrafts and spacecrafts are efficiently created using this advanced technology.
- Medical devices: Implants and surgical tools demand supreme precision and hygiene, qualities ensured by CNC machining.
- Automotive components: From engine parts to panels, custom CNC machining enables production with extraordinary detail and consistency.
- Jewelry design: Even the intricate designs seen in jewelry can be accurately replicated using this method.
Each aspect of custom CNC machining contributes to its overall functionality and ability to deliver finely crafted goods across various sectors. The principles guiding these operations place emphasis on meticulousness and accuracy, minimizing error margins embedded within traditional forms of machining.
Role of a Custom CNC Machining Manufacturer
The custom CNC machining manufacturer plays an imperative role in the production process. They act as the engine room, driving every aspect from designing to delivering high-quality titanium products. Manufacturers often use advanced technology and precise machines to turn raw material into finished goods. The company’s core responsibility is operating the CNC machine to ensure it runs smoothly and efficiently.
To illustrate, consider a scenario where your business requires specially customized parts for a new automobile prototype. You’d liaise with a custom CNC machining manufacturer, detailing out specifications such as dimensions, material (in this instance, Titanium), and quantity. Leveraging their experience, technical know-how, and state-of-the-art machinery, the manufacturer transforms the blocks of raw titanium into intricately designed automotive components that fit seamlessly into your prototype.
- Designing: Using cutting-edge software, they carefully construct an electronic design depicting the final product.
- CNC Programming: Afterward, these designs are converted into a set of precise instructions or ‘program’ understood by the CNC machine.
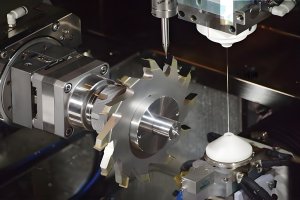
- Machining: Here, the manufacturers feed the program into the CNC machine. It effectively turns the block of titanium into the desired component based on these instructions.,
- Quality Control: Finally, the manufactured part goes through rigorous testing and inspection procedures before being approved for delivery.
Understanding High-Quality Titanium
High-quality titanium, typically characterized as grade 5 or Ti-6Al-4V, is renowned for its impressive range of unique attributes. It presents an ideal blend of desirable characteristics including high strength, light weight, and exceptional resistance to corrosion, that makes it a material-of-choice across diverse industries such as aerospace, medical, automotive, and more.
- Strength: Arguably its most prominent trait, the strength-to-weight ratio of high-quality titanium outclasses that of many other typical metals, rendering it incredibly efficient in heavy-duty applications while still remaining relatively lightweight.
- Corrosion Resistance: Unlike some of its counterparts, high-grade titanium remains unscathed over time when exposed to varied elements – water, saltwater, and even chlorine. This quality enhances the lifespan of products fabricated from this metal.
- Biocompatibility: Owing to its inert nature, titanium does not react with human tissue which portrays its suitability in biomedical uses, like prosthetics and surgical instruments.
The combination of these properties makes high-quality titanium not only versatile but also resilient, hence, ensuring performance longevity against strenuous conditions. Custom CNC machining manufacturers reach towards this high-grade titanuim to carry out intricate operations without surrendering product integrity or dimensional precision.
Custom CNC machining for high-quality titanium offers several advantages, including:
- Precision: CNC machining provides high precision and accuracy in producing intricate titanium components.
- Material Properties: Titanium’s strength, lightness, and resistance to high temperatures make it an ideal choice for aerospace and high-performance applications.
- Customization: Custom CNC machining allows for the production of unique and complex titanium parts tailored to specific design requirements.
For high-quality titanium components, consider utilizing a online CNC service to ensure precise and reliable manufacturing processes.
Choosing The Right Custom CNC Machining Manufacturer
Selecting an optimal custom CNC machining manufacturer requires a careful evaluation of various factors, such as quality control mechanisms, experience, technical capabilities, and adherence to delivery times. For instance, the ability of the manufacturer to create high-quality titanium products is crucial – this speaks volumes about their proficiency in handling diverse materials. Additionally, verifying if they have ISO 9001 certification can be indicative of their commitment towards maintaining high standards.
- The manufacturer’s experience within the industry plays a significant role as well. Seasoned manufacturers are more likely to understand intricate project requirements and offer customized solutions.
- It’s also necessary to gauge their technical prowess in terms of machinery and expertise. This ensures that they can aptly meet your specific needs.
Anecdotal evidence from a health-tech firm perfectly illustrates this process. They needed parts with extreme precision for medical devices. Through extensive research and vetting, they found a manufacturer who could handle the complexity of titanium, had top-of-the-line machinery, held an ISO Certification, and boasted impressive experience- all the defined criteria! Thus, carefully considering these factors can indeed lead you to make an ideal choice for a custom CNC machining manufacturer.
Significance of Custom CNC Machining in High-Quality Titanium Manufacturing
In conclusion, the role that custom CNC machining plays in manufacturing high-quality titanium cannot be overstated. It offers unparalleled accuracy, efficiency, and flexibility in the production process, resulting in exceptional output quality while minimizing material wastage and time spend. Investing in a reputable custom CNC machining manufacturer is therefore a strategic business decision for industries relying on top-notch titanium products.
- Accuracy: The precision offered by CNC machines ensures exact replication even in complex designs, eliminating chances of human error inherent in manual processes.
- Efficiency: Automating repetitive tasks allows quick turnaround time enabling mass production at a faster rate.
- Flexibility: Varying design specifications can effortlessly be achieved through programming alterations – no need for tooling changes.
Choosing the right company to meet your custom CNC machining needs necessitates careful consideration on factors such as experience, technology advancements, workforce proficiency, past successes or failures, cost-effectiveness, among others. In a nutshell, custom CNC machining goes beyond shaping raw materials into desired products; it anchors the realization of innovative ideas while propelling quality improvements in various sectors including aerospace, medical, automotive, defense and many more.
Other Articles You Might Enjoy
- Exploring Bead Blasting In CNC Machining(cnc cutting tools Hale)
Bead blasting is a crucial technique applied extensively in the realm of Computer Numerical Control (CNC) machining. This process transforms the exterior aesthetics and surface quality of machined parts, augmenting…
- Comparing Machinability of Various Tool Steels: What's the Best Choice?
Understanding Tool Steels and their Machinability Tool steels are referred to as an extensive variety of carbon and alloy steels known for their distinctive hardness, abrasion resistance, and ability to…
- Understanding Bead Blasting in CNC Machining(cnc cutting tools Miles)
CNC machining is a manufacturing process known for its precision and versatility. One important aspect of this process that contributes significantly to both its functionality and finish quality is bead…