Have you ever thinking about how your parts or prototypes will be made? Do you know which tools are used to create different geometries or features? This article will provide information about the most common tools used by CNC machining manufacturer.
Why Selecting Tools Are Important
It may seem like it makes a difference. There are many tools available, so they need to have the right tool for the job. This is often not the case. When choosing a tool, certain geometries such as fillets are important. Fillets must be half the size of the endmill being used. If it is smaller than that, it will be more difficult or require a tool change which might otherwise be unnecessary.
You want to ensure that features you design can be machined using standard tools sizes when designing them. If you drill holes, ensure that they can be machined with standard tool sizes. You should try to standardize features whenever possible. If you can, stick with one hole size.
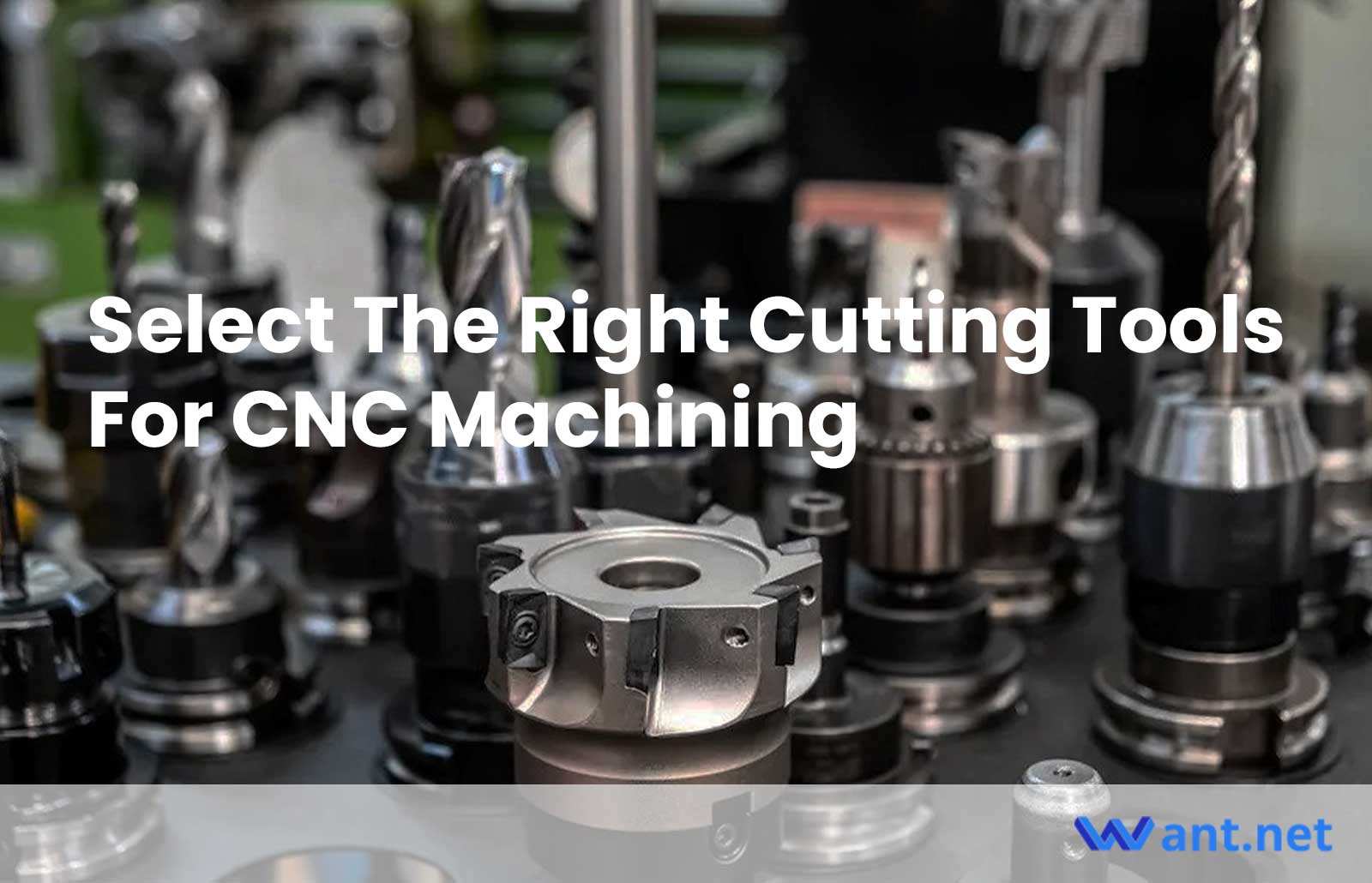
You can design your part easier by knowing what tools are available. Here is a list with common CNC milling tools most machining manufacturers should have. The machining manufacturer might need to spend more time or money to source a customized tool if your design calls for a different tool.
Tool List
Face Mill/Shell Mill
A shell or face mill is the most common tool in a machining manufacturer. These tools are usually a few inches wide and can be used to remove material from large areas. They are also great for roughing off your stock material’s face. Once you have an even surface, you can begin machining.
Square End Mill
Every machine manufacturer will have a square end mill in a variety of sizes. These tools can be used to cut both the sides and the bottom.
Bullnose End Mill
The bull nose endmill is similar to a square one, but has a slightly rounded bottom. This fills in the space between the pocket’s bottom and the sidewall, which can be very useful.
Ball End Mill
A ball end mill has a completely round bottom. This surface has the same diameter as the tool. The ball end mill is great for surface operations such as 3D contours. This tool is not as sharp as a square one and will not leave any sharp edges when you are machining features.
Drill Bit
For drilling holes in materials, drills are the best tool. Holes can be used to make clearance holes, threaded or press fit holes, as well as for locating. All of these can be done with drills. There are standard sizes for drill bits, just like other tools. To make the machining process easier, you should look up standard sizes of drill bits before you start designing holes for your part. To avoid any unnecessary tool changes, ensure that all holes on your part are the same size.
Tap
You may need to tap some holes after you have drilled them. Although tapping is the most common term, there are many ways to create a threaded hole. Both cutting and forming taps accomplish the same goal but in different ways. Each one requires drilling a hole first.
The internal threads are created by a cutting tap, which removes more material. It also produces chips as it removes material. Because the chips need somewhere to go, a through hole may be more suitable for a cutting tap.
A forming tap, on the other hand does not remove material. Instead, it cold forms the material into threads. For certain materials, forming taps will require a slightly larger hole. These materials include nonferrous metals such as aluminum. Blind holes are made easier by using form taps. They don’t produce chips so there is no need to worry about chips filling up the hole. Formed threads are considered stronger. Cutting taps can be used on a wider variety of materials, however.
Chamfer Mill
The chamfer mill creates external chamfers at sharp corners. They can also be used for countersink machine. Chamfer mills can be ordered with angles of 30, 45, or 60 degrees. This knowledge will help you design your part. You should stick to one of these angles.
Keyseat cutter
Undercuts are usually impossible to make without an additional setup that allows you to place your part in a different orientation. Keyseat cutters make it possible to machine T-slots and undercuts with the existing setup. To machine a T slot, these tools can be passed through the entire part. Or along one side to create an undercut. You can choose to have your keyseat cut as a straight edge tool or with radius corners for a rounded undercut.
Slitting Saw
A slittingsaw is a kind of a keyseat cutter. It is possible to cut large slots and even split parts because the radius of its actual cutting surface can be wider. These tools are very useful and can be used for many different purposes.
Fewer Common Tools
These tools are widely available and can be used in many different applications. There are many other tools that can be used for more specific purposes. There are likely to be a tool that was created for your particular task. These tools are not as common, and aren’t necessarily useful on all parts of the body. However, they are still very useful.
Reamers
Although they cannot be used for creating holes, reamers can be used to widen existing holes to the required diameter. These tools leave a smooth finish and are more accurate than drill bits.
Fly cutters
Fly cutters have a similar purpose to face mills, but only one cutting surface is available. They are mounted on a single bar. The tool can be moved around to adjust the cutting diameter.
External Radius Cutter
External radius cutters, which are specialty tools, allow you to add radius around an external edge such as the rim of a pocket.
Engraving tool
For engraving text on a surface of a piece, or the outline of shapes, engraving tools are useful.
Countersink Tool
Countersink tools are a way to add a countersink. To a drilled hole. These can be used to cut Chamfers.
Dovetail tool
A dovetail tool creates a special type of undercut in your material.
Other Articles You Might Enjoy
- Exploring Bead Blasting In CNC Machining(cnc cutting tools Hale)
Bead blasting is a crucial technique applied extensively in the realm of Computer Numerical Control (CNC) machining. This process transforms the exterior aesthetics and surface quality of machined parts, augmenting…
- Understanding Bead Blasting in CNC Machining(cnc cutting tools Miles)
CNC machining is a manufacturing process known for its precision and versatility. One important aspect of this process that contributes significantly to both its functionality and finish quality is bead…
- Transforming CNC Machining with Smart Manufacturing Techniques
Introduction: CNC Machining and Smart Manufacturing Techniques CNC (Computer Numerical Control) machining is a manufacturing process where pre-programmed computer software dictates the movement of factory machinery. This technique enables complete…