In the field of industrial manufacturing, structural design process standards are crucial guidelines that ensure product quality and manufacturing efficiency. This article provides a detailed explanation of various process standards in machining, with specific examples to help readers understand and apply these standards effectively.
Material Selection
Material selection is vital in the machining process. Different materials have varying physical and mechanical properties, directly affecting machining difficulty and product quality.
Metal Materials
Round Bar Series
When designing shaft and disk parts, it is advisable to select dimensions from commonly used diameter series. For example, common diameter series include 5mm, 6mm, 8mm, etc. Proper diameter selection can improve material utilization and reduce machining costs. The table below shows the common round bar diameter series:
| Common Diameter Series |
|---|
| 5; 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 35; 40–100 (in increments of 5); 100–300 (in increments of 10) |
Plate Series
For parts with low plane requirements, especially thin plates below 10mm, which are prone to deformation during machining, it is recommended to select thicknesses from the table below to reduce machining costs:
| Common Plate Thickness Series |
|---|
| 3; 4; 5; 6; 8; 10; 12; 14; 16; 18; 20; 22; 25; 28; 30; 32; 35; 40–100 (in increments of 5); 100–200 (in increments of 10) |
Hexagonal Bar Series
Hexagonal bars are typically used for assembly clamping. Preferred dimensions are as follows:
| Preferred Hexagonal Bar Series |
|---|
| 5.5; 7; 8; 10; 12; 13; 14; 17; 19; 22; 24; 27; 30; 32; 36; 41; 46 |
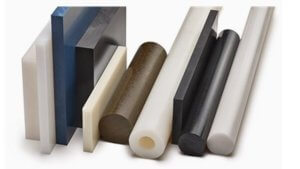
Non-Metallic Materials
Non-metallic materials also have wide applications in machining. The selection of rods, plates, and pipes should prioritize the common specifications provided by suppliers.
Basic Principles of Component Structural Design
Processability of Structural Design
The structural design of parts should be simplified as much as possible while meeting technical requirements. This includes minimizing the number and area of machining surfaces and prioritizing the use of standard, universal, and purchased components to improve design processability and cost-effectiveness.
Common Design Values
- Bending Radius for Pipes: Generally, the bending radius (R) should be greater than the pipe diameter to avoid wrinkling.
- Corner Design for Machined Parts: Use chamfers or clear angles instead of rounded corners to improve machining efficiency.
Principles of Product Fit Tolerance Design
Tolerance design is crucial for ensuring the quality of part assemblies. Generally, tolerance grades should be lowered as much as possible to improve processability.
Common Tolerance Data
The table below shows some common tolerance data:
| Basic Size (mm) | IT5 (mm) | IT6 (mm) | IT7 (mm) | IT8 (mm) | IT9 (mm) | IT10 (mm) | IT11 (mm) |
|---|---|---|---|---|---|---|---|
| >3~6 | 0.005 | 0.008 | 0.012 | 0.018 | 0.03 | 0.048 | 0.075 |
| >6~10 | 0.006 | 0.009 | 0.015 | 0.022 | 0.036 | 0.058 | 0.09 |
| >10~18 | 0.008 | 0.011 | 0.018 | 0.027 | 0.043 | 0.07 | 0.11 |
| >18~30 | 0.009 | 0.013 | 0.021 | 0.033 | 0.052 | 0.084 | 0.13 |
| >30~50 | 0.011 | 0.016 | 0.025 | 0.039 | 0.062 | 0.1 | 0.16 |
| >50~80 | 0.013 | 0.019 | 0.03 | 0.046 | 0.074 | 0.12 | 0.19 |
| >80~120 | 0.015 | 0.022 | 0.035 | 0.054 | 0.087 | 0.14 | 0.22 |
| >120~180 | 0.018 | 0.025 | 0.04 | 0.063 | 0.1 | 0.16 | 0.25 |
Selection of Unspecified Tolerances
For unspecified linear dimensions, it is recommended to select the m-grade tolerance according to GB/T1804, and for unspecified shape and position tolerances, select the k-grade tolerance according to GB/T1184.
Principles of Surface Roughness Design
Surface roughness should meet product functional requirements while considering process economy. The relationship between surface roughness and machining precision is closely linked. The table below shows the economic precision of common machining processes:
External Cylindrical Surface Machining Methods
| Machining Method | Economic Precision (IT) | Economic Roughness (Ra/μm) | Application Scope |
|---|---|---|---|
| Rough Turning | IT11–13 | 12.5–50 | Suitable for all metals except quenched steel |
| Rough Turning–Semi-Finish Turning | IT8–10 | 3.2–6.3 | |
| Rough Turning–Semi-Finish Turning–Finish Turning | IT7–8 | 0.8–1.6 | |
| Rough Turning–Semi-Finish Turning–Finish Turning–Burnishing | IT7–8 | 0.025–0.2 | |
| Rough Turning–Semi-Finish Turning–Grinding | IT7–8 | 0.4–0.8 | Mainly for quenched steel, not suitable for non-ferrous metals |
| Rough Turning–Semi-Finish Turning–Rough Grinding–Finish Grinding | IT6–7 | 0.1–0.4 | |
| Rough Turning–Semi-Finish Turning–Finish Turning–Fine Turning (Diamond Turning) | IT6–7 | 0.025–0.4 | Mainly for high-precision non-ferrous metal machining |
| Rough Turning–Semi-Finish Turning–Rough Grinding–Finish Grinding–Honing | IT5+ | 0.006–0.1 | Extremely high precision external cylindrical machining |
Selection of Thread-Related Dimensions
Preferred Thread Series
To improve product interchangeability and reduce the number of thread gauges, please use the preferred thread series.
Common Thread Hole Depth Process Requirements
Different materials require different thread hole process depths. The recommended thread hole depths are as follows:
| Nominal Diameter (d) | Steel and Bronze (mm) | Cast Iron (mm) | Aluminum (mm) |
|---|---|---|---|
| 3 | 4 | 7 | 9 |
| 4 | 5.5 | 9 | 11 |
| 5 | 7 | 11 | 14 |
| 6 | 8 | 13 | 17 |
| 8 | 10 | 16 | 20 |
| 10 | 12 | 20 | 25 |
| 12 | 15 | 24 | 30 |
| 16 | 20 | 30 | 33 |
| 20 | 25 | 36 | 47 |
| 24 | 30 | 44 | 55 |
| 30 | 36 | 52 | 70 |
Welding Processes
Characteristics of Welded Structures
Welded structures have the following advantages:
- High Strength of Welded Joints: The strength of the weld seam can reach or even exceed the strength of the parent material.
- Flexible Size and Shape: The size and shape of welded structures can meet a wide range of requirements.
- Manufacturing Sealed Parts: Welding is easy for manufacturing parts that require tightness.
- No Model Manufacturing: Welding does not require model manufacturing, making preparation work simple and production cycles short.
- High Finished Product Rate: The finished product rate of welded parts is high, and it is easy to repair defective products.
However, welding also has some disadvantages, such as being prone to deformation and internal stress, and uneven joint performance.
Other Articles You Might Enjoy
- Innovative CNC Machining for Complex Surgical Tools
Introduction to CNC Machining and its Significance in Surgical Tools Manufacturing CNC machining, an acronym for Computer Numerical Control machining, plays a significant role in the manufacturing world. Being an…
- Understanding the Bead Blasting Process in CNC Machining(milling machining Maud)
Bead blasting is an essential process in the CNC machining world, known for offering a refined finish to various surfaces. This method uses pressure or suction to propel tiny glass…
- Beyond Cutting: Exploring the Multifaceted CNC Machining Process
1. Introduction: Unveiling the Layers of CNC Machining In this introductory section, we peel back the layers of the CNC machining process, going beyond the traditional understanding of cutting. It…
- The Benefits of Integrating CAD/CAM Software in CNC Machining for Complex Industrial Parts
Introduction to CNC Machining and CAD/CAM Software in Industrial Manufacturing In the realm of industrial manufacturing, Computer Numerical Control (CNC) machining dominates as a primary method for creating complex parts…
- Unraveling Bead Blasting Process in CNC Machining(cnc machining china Sid)
Bead blasting is a significant process within the realm of Computer Numerical Control (CNC) machining, providing numerous industries with quality finishes for various types of products. From aircraft parts to…
- Mastering the Bead Blasting Process in CNC Machining(milling machining Mandel)
Bead blasting is a common finishing process employed within the realm of Computer Numeric Control (CNC) machining. It refers to the procedure used to clean or finish surfaces using spherical…